Romi - C 510DE-TUR-ROM-2014-00001
Onko sinulla lisäkysymyksiä? Ota meihin yhteyttä!

Borja Garcia
+34 679 019 350
b.garcia@gindumac.com
- GINDUMAC
- Tuotteet
- Työstökoneet
- ➤ Käytetty Romi C 510 vaakasorvi myytävänä | gindumac.com
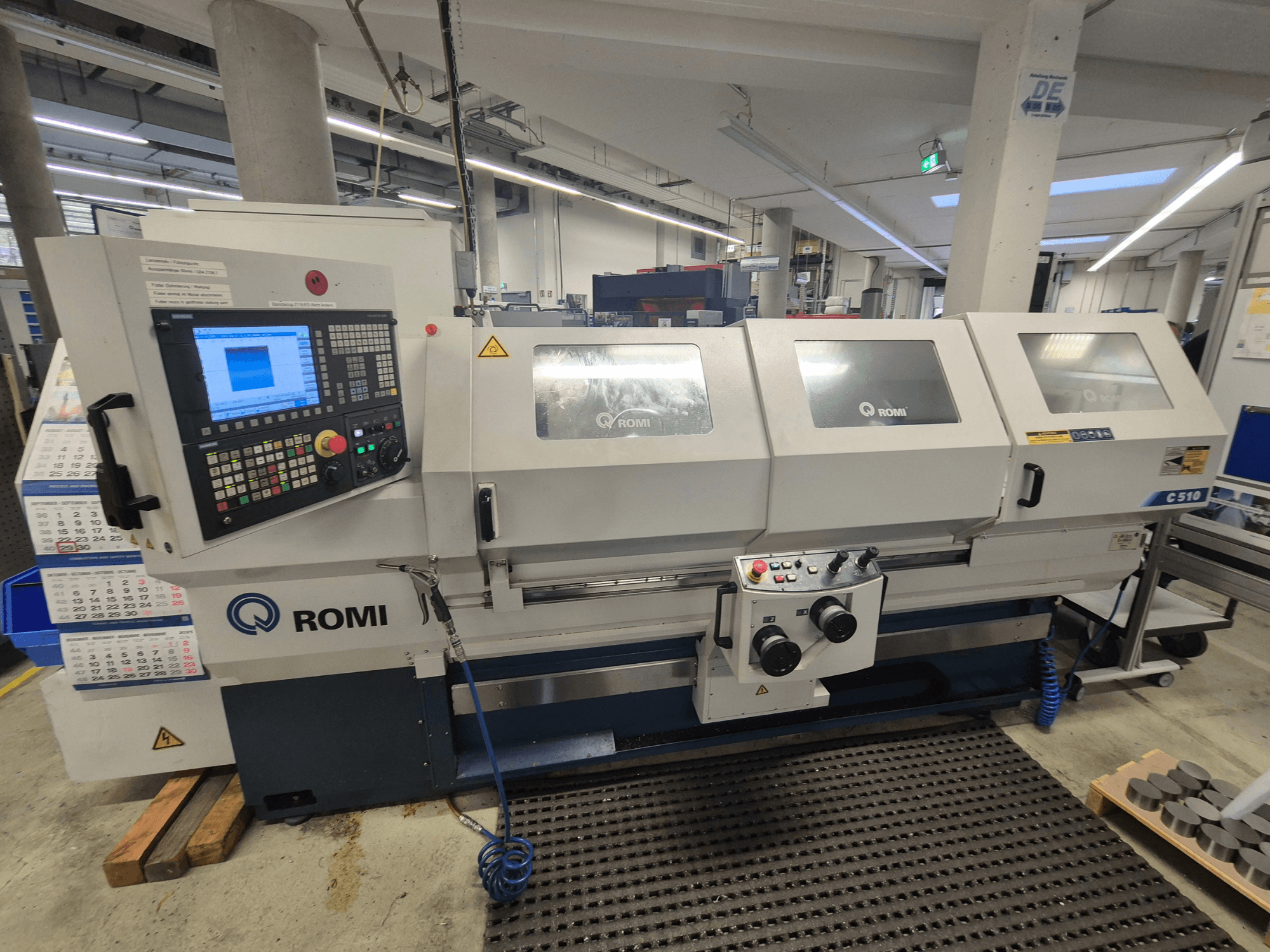
Tämä Romi C 510 on valmistettu vuonna 2014. Siinä on ontto kara, jossa on Ø 65 mm:n karan läpivienti, Ø 260 mm:n kiilakantainen käsijännityslaite ja karkaistut ohjauspinnat. Työkalunpidin on Multifix-teräksinen pidinpää B K22. Kone toimii vakiokaran nopeusalueella 56-2800 rpm, ja siinä on automaattinen voitelu ja syklitoiminnot tehokasta käyttöä varten. Jos etsit laadukasta sorviautomaattia, harkitse myytävänä olevaa Romi C 510 -konetta. Ota yhteyttä saadaksesi lisätietoja.
Yleiskatsaus
- merkki: Romi
- vuosi: 2014
- MALLI: C 510
- tuotantotunnit: 2041
- sovelluksen tyyppi: Ulkosorvaus
- Sijainti: Saksa
- koneen tyyppi: Vaakasuora sorvauskone
- ohjausyksikön merkki: SIEMENS
Tekniset tiedot - Romi C 510
Ohjausyksikkö
- Ohjausmerkki: SIEMENS
- Ohjausmalli: SIEMENS 828D
Liike
- Akselit: 2
Tekninen erittely
- Karanopeus: 2800 RPM
Lisäinformaatio
Lisävarusteet
Konsoli: Konsolin syvennyksen aktivoinnin yhteydessä automaattinen sykli pituussuunnassa.
Koneen edut
Koneen tekniset edut
Automaattiset ominaisuudet: työkalun kiinnitys, ohjauspintojen karkaisu, jyrsinkaran nopeuden kytkentä, runkokierrot ja ohjauspintojen voitelu.
Erikoisversiot: täysin varusteltu, manuaalinen nopeudensäätö, alennettu nopeusalue, manuaalinen kiristys, numeerinen osoitin ulkomaista tuotantoa varten ja ilmastoitu versio ilman ohjausjärjestelmää.
Ohjauspinnat: karkaistut ja pinnoitetut vastinpinnat.
Kiipeilyjyrsintä: automaattinen laite sisältyy.
Automaattinen työkalun kiinnitys
Lisätiedot
Erikoiskoneversiot: Korotettu jyrsinpääty, automaattiset runkokierrot ja ulkomaisten standardien noudattaminen sopimuksen mukaan.
Konekuvaus:
ROMI C 510 V5.0 - SIEMENS: CNC-Horizontal-Drehmaschine - ROMI C 510 V5.0 - SIEMENS.
Standardausführung:
. Siemens-Steuerung 828D sl, mit 10,4" LCD-näytönohjain.
. ASA A2-6" Spindelkopf, Drehmoment: max. 303 Nm bzw. ASA A2-8", max. Momentti 408 Nm, mit 520mm Schwingdurchmesser.
über Bett, 450 mm Schwingdurchmesser über Schlittenführung und 255mm Schwingdurchmesser über Planschlitten.
. Reitstock mit manueller Positionierung des Grundkörpers, mit manueller Betätigung der Pinole (stehende Zentrierspitze) MK-4.
. Eilgang längs/quer mit 10.000mm/min.
. Herausziehbarer Spänewanne
. Elektroanlage lieferbar für folgende Spannungen/Frequenzen: 400VCA / 50-60Hz
. Abgedichtete Arbeitsraumleuchte
. ROMI RMMP manuelles Maschinenpaket, bestehend aus CNC gesteuertem Hauptschlitten mit zwei
elektronisia käsiohjaimia X- ja Z-akselille, Joystick-Schaltern ja der
bedienerfreundlichen Siemens-ohjelmisto "Manual Machine Plus".
. Adapterplatte Multifix K22 tyyppi B mit Multifix Stahlhalterkopf B K22
. Schleppeinrichtung für Reitstock
. Automatische Schmierung mit Inline-Filter und Füllstandsensor
. Kühlsystem, komplett mit Kühlmittelbehälter und Kühlmittelpumpe (10l/min,@7bar, 1,5kw/ 2cv).
. Kühlwasser Spritzpistole mit zusätzlicher Pumpe.
. Elektrischer Schaltschrank mit Kühlung über Zentrifugalgebläse und Überdruck.
. Spritzschutz, täydellinen, Schutztüre mit Sicherheitsfenster und Verriegelung durch elektrische Sicherheitsschalter.
. Schrauben und Muttern für Nivellierung
. Schraubwerkzeugsatz für den Betrieb der Anlage
. Vollständige Dokumentation für das ROMI-Produkt auf CD.
. Standardlackierung: Epoxidlack strukturiert Munsell-Blau 10B-3/4 ja Epoxidlack strukturiert grau RAL 7035.
. CE-Sicherheitsmääräysten noudattaminen
Steuerungsbeschreibung:
SIEMENS 828D sl
Standarditoiminnot:
1 - RESURSSIT JA CNC-ERITYS
- Tarkkuus 80-Bit-NANOfp
- Minimale Blockzykluszeit = 80-Bit-NANOfp
- Look Ahead = 1
- Beschleunigung mit Ruckbegrenzung
- Taktsynkroniset prosessit ja korkean nopeuden käyttötapa (Hochgeschwindigkeitsausgang)
- Sprachen: Deutsch, Portugiesisch, Englisch, Spanisch, Italienisch, Französisch
- Ethernet-Schnittstelle
- USB-liitäntä
- Osanumero, koneen käyttöaika ja kellonaika
- Berechnungsfunktion
2 - OHJELMOINTIRESURSSIT:
- Verzeichnis geordnet nach Programm, Unterprogramm und Zyklen
- höhere Programmiersprache
- Programmieranleitung
- Programmieranleitung CNC-Programmierung
- Programmsatzsuchlauf
- Taustan ohjelmointi
- Unterprogrammaufruf
- Speicherprogrammnummer
- Osatiedostojen ohjelmasäilytys = 3 MB
- Ohjelman lataaminen / tallentaminen
- Ohjelmointi ja -muokkaus
- Lineaarinen-, Kreis- ja Schraubenlinien-interpolointi
- Verweilzeit
3 - VORSCHUBFUNKTIONEN:
- Vorschub in mm/min tai Zoll/min
- Vorschub in mm/min tai Zoll/min
- Vorschub und genaues Positionieren an den Ecken (Vauhtia ja tarkkaa paikannusta)
- Genauhalt
4 - GRAAFISET TOIMINNOT:
- PC-ähnlich
- Animierte Elemente - Unterstützung Zyklusparameter
- Graafinen simulaatio 2D
5 - KOORDINATENSYSTEME:
- Arbeitsebenenauswahl
- Werkstückkoordinatensystem mit 100 Paaren (työstökoordinaatistojärjestelmä)
- Konekoordinaatistojärjestelmä
- Voreinstellen des Werkstückkoordinatensystemes Voreinstellen des Werkstückkoordinatensystems
- Lokales Werkstückkoordinatensystem
- Eingabemaske für Werkzeuglängenvermessung (manuelle Betriebsart)
6 - KOORDINATENWERTE UND ABMESSUNGEN:
- Geschwindigkeit und Abmessungen in Zoll oder metrisch
- Programmierung in Absolutmaß und Kettenmaß
- Linear- und Kreisinterpolation mit Polarkoordinaattien avulla
- ASTEIKKO / ASTEIKKO
- PEILI / PEILIKUVA
- Koordinatensystemdrehung
- Nollapisteen siirto
7 - SPINDELFUNKTIONEN:
- U/min S-koodissa
- Kulmapositionointi Spindel (M19 ja Spos)
8 - ANGEWENDETE WERKZEUGFUNKTION:
- Werkzeugradiuskorrektur
- Manuelle Messung von Werkzeuglänge und -radius (manuaalinen mittaus työkalulangoista ja -radioista).
- Werkzeugkorrektur Korrekturpaare (Länge und Durchmesser) = 256 und 512 für AP-Version.
- Werkzeugverwaltung
- Standzeitverwaltung
9 - MAKRO:
- Parametrien ohjelmointi
- Makro und Anwendervariablen
- Järjestelmämuuttujat
10 - VEREINFACHUNGSPROGRAMMFUNKTIONEN:
- Festzyklus zum Bohren, Ausbohren und Gewindeschneiden
- Kreisförmiges Muster für gerade und kreisförmige Nuten (piirimuotoinen malli juuri ja kreisförmige Nuten)
- Festzyklus zum Gewindebohren ohne Ausgleichsfutter
- Festzyklus zum Gewindefräsen
- Gewindebohren mit Ausgleichsfutter
- Gewindereparaturzyklus
11 - PROGRAMMIERFORMAT - 828D sl-REIHE:
- Programmierformat ISO-Code
- Programmierunterstützung CNC-ohjelmointi
12 - BETRIEBSMODI:
- JOG-Betrieb
- Käsipyörän käyttö
- MDA-Betrieb
- Automatikbetrieb
- Einzelsatzbetrieb
- Ohjelmointi
- Wahlweiser Halt
- Ohjelmatesti
- Satz löschen
- Achsreferenzierung durch Programm
- Werkzeugrückzug und Repositionierung in JOG-Betrieb (Taste REPOS)
- Programmneustart
- Automatischer Betrieb über Speicher oder Fernsteuerung
13 - WARTUNGSFUNKTIONEN:
- NOT-HALTControlKuvaus:
SIEMENS 828D sl
Vakiotoiminnot:
1 - RESURSSIT JA CNC-SUORITUSKYKY
80-bittinen NANOfp-tarkkuus
Lohkon vähimmäissykli = 80-bittinen NANOfp-tarkkuus
Look Ahead = 1
Kiihdytys nykäysrajoituksella
Synkronoidut prosessit ja nopea ulostulo
Kielet: Saksa, portugali, englanti, espanja, italia, ranska ja saksa
Ethernet-liitäntä
USB-liitäntä
Osanumero, koneen kierrosaika ja kello
Laskentatoiminto
2 - OHJELMOINTIRESURSSIT:
Hakemisto, joka on järjestetty ohjelman, alaohjelman ja syklien mukaan.
Korkean tason ohjelmointikieli
Ohjelmoinnin käsikirja
CNC-ohjelmoinnin käsikirja
Ohjelmalohkojen haku
Taustaohjelmointi
Aliohjelman kutsu
Ohjelmanumeromuisti
Osaohjelman muisti = 3 Mt
Ohjelman lataaminen / tallentaminen
Ohjelman luominen ja muokkaus
Lineaarinen, ympyrä- ja kierreinterpolointi
Pysähtymisaika
3 - SYÖTTÖTOIMINNOT:
Syöttönopeus mm/min tai tuuma/min
Syöttönopeus millimetreinä minuutissa tai tuumina minuutissa
Syöttönopeus, jossa on tarkka paikannus kulmissa
Tarkka pysäytys
4 - GRAAFISET TOIMINNOT:
PC:n kaltainen käyttöliittymä
Animoidut elementit - Sykliparametrien tuki
2D-grafinen simulointi
5 - KOORDINAATTIJÄRJESTELMÄT:
Työtason valinta
Työkappaleen koordinaattijärjestelmä, jossa on 100 paria
Koneen koordinaattijärjestelmä
Työkappaleen koordinaatiston esiasetus
Työkappaleen paikallinen koordinaattijärjestelmä
Syöttömaski työkalun pituuden mittausta varten (manuaalinen tila)
6 - KOORDINAATTIARVOT JA MITAT:
Nopeus ja mitat tuumina tai metrisinä
Ohjelmointi absoluuttisina ja inkrementaalisina mittoina
Lineaarinen ja ympyräinterpolointi polaarikoordinaattien kanssa
SKAALA / ASKALA
PEILI / AMPEILI
Koordinaattijärjestelmän kierto
Nollapisteen siirto
7 - KARAN TOIMINNOT:
RPM S-koodissa
Karan kulma-asennus (M19 ja Spos)
8 - SOVELLETUT TYÖKALUTOIMINNOT:
Työkalun säteen kompensointi
Työkalun pituuden ja säteen manuaalinen mittaus
Työkalun kompensointiparit (pituus ja halkaisija) = 256 ja 512 AP-versiossa.
Työkalun hallinta
Työkalun käyttöiän hallinta
9 - MACRO:
Parametrien ohjelmointi
Makro- ja käyttäjämuuttujat
Järjestelmämuuttujat
10 - YKSINKERTAISTETUT OHJELMOINTITOIMINNOT:
Kiinteät jaksot porausta, avarrusta ja kierteitystä varten.
Ympyräkuvio suorille ja pyöreille urille
Jäykkä kierteityssykli (ilman kompensointipuristinta)
Kierrejyrsintäsykli
Kierrettävä kierteityskierros kompensointijännittimellä
Kierteen korjaussykli
11 - OHJELMOINTILOMAKE - 828D sl SARJA:
ISO-koodin mukainen ohjelmointimuoto
CNC-ohjelmoinnin tuki
12 - TOIMINTATILAT:
JOG-tila
Käsipyörätila
MDA-tila
Automaattinen tila
Yhden lohkon tila
Ohjelman pysäytys
Valinnainen pysäytys
Ohjelman testaus
Lohkon poisto
Akseliviittaus ohjelman kautta
Työkalun sisäänveto ja uudelleenasennus JOG-tilassa (REPOS-näppäin)
Ohjelman uudelleenkäynnistys
Automaattinen käyttö muistin tai kauko-ohjaimen kautta
13 - HUOLTOTOIMINNOT:
HÄTÄPYSÄYTYS (E-STOP)
*Emme vastaa mahdollisista virheistä ilmoituksessa, koneen tekniset tiedot tulee varmistaa edustajan kanssa.
Borja Garcia
Maksuehdot
Ennakkomaksu
Omaisuuserien rahoitus